

Oil sludge pyrolysis plant offers an advanced solution for managing industrial waste effectively. Oil sludge, a hazardous industrial waste, poses risks to soil and water resources if improperly handled. Our machine utilizes high-temperature, oxygen-free technology to convert oil sludge into pyrolysis oil. Compared to other treatment options, this solution ensures a more complete and eco-friendly oil sludge management. This achieves the goals of “reduction, resourcing and harmlessness“. Read more details about Beston Group’s oil sludge pyrolysis solution!
Combination Process Increases Oil Sludge Pyrolysis Plant Efficiency by 200%

Thermal Washing+Decanter Centrifuge
This process mixes oil sludge with hot water and emulsifiers. Then, it heats and emulsifies the mixture, and impurities are washed away. After that, centrifugal force separates oil, water, and solids, and the cleaned residues are ready for pyrolysis conversion.
Pyrolysis
Oil sludge pyrolysis process converts high-purity oil sludge into fuel oil, syngas, and non-hazardous residue. Due to the reduction of impurities in oil sludge, the reaction becomes more efficient. Thus, it reduces the hazards of oil sludge exposure to environment.
Proven Performance: TDU Technology in Oman’s Industrial Oil Sludge Recovery

Aligning with Oman’s Vision for Environmental Sustainability
To align with Oman’s strict hazardous waste policies, Beston provided a customized thermal desorption unit solution to Elite International, an Omani company focused on oil sludge treatment. In this phase, we focused on selecting the optimal model for the client’s specific capacity needs and delivering a customized site layout to maximize operational efficiency.
- Location: Muscat, Oman
- Key Focus: Regulatory Alignment | Hazardous Waste Recovery

Precision Engineering and Seamless On-site Installation
After 570 days of manufacturing and professional on-site assembly, the TDU units completed rigorous commissioning and performance testing. This milestone marked the official handover of a fully operational, high-standard oil sludge treatment facility.
- Configuration: 2 units of BLJ-16 TDU + 1 unit of BLJ-3
- Engineering cycle: 570 days (from production to testing)
- Project status: 100% commissioned & officially handed over
- Raw material: Various types of oil sludge, including landing oil sludge and tank bottom sludge.

Consistent Resource Recovery and High-Value Output
Since the project’s successful handover, the plants have maintained high-efficiency operations. By consistently converting hazardous waste into pyrolysis oil, the project continues to deliver both environmental compliance and significant economic returns for Elite International.
- Daily Capacity: 30–35 tons/batch
- Annual Capacity: Up to 10,500 tons
- Oil Yield: ~30%
- Disposal Service Fee: $250 – $400/ton
Live Showcase: 2nd Oil Sludge Harmless Treatment Technology Exchange Conference at Beston’s Oman Project Site
Seeing is believing. At our project site in Oman, we successfully held two technical exchange conferences in June 2025 and February 2026. Industry experts witnessed every aspect firsthand, from the mechanical operation of our BLJ-16 units to the quality of the recovered oil. Such transparency showcases the peak of Beston’s project delivery and operational reliability.

Cilck to learn more




Beston Group remains committed to hosting future exchange conferences to drive industry innovation. Join us as we shape a sustainable future together! 🔗 Click the links below for detailed highlights of our past two exchange conferences!
1st Oil Sludge Conference 2nd Oil Sludge Conference
3 Models of Oil Sludge Pyrolysis Plant for Sale

Continuous Type: BLL-30
- Process 12,000 tons oil sludge annually
- 30 day continuous operation
- High automation: two operators required
- Policy support and incentives
- Easy to get environmental compliance and approval
Batch Type: BLJ-20
- Process 7,500 tons oil sludge annually
- Get naphtha & non-standard diesel in one step
- 1 batch/day
Batch Type: BLJ-16
- Process 6,000 tons oil sludge annually
- 1 batch/day
- 3 Configuration options
| Model | BLL-30 | BLJ-20 | BLJ-16 TDU | BLJ-16 Standard | BLJ-16 ULTRA |
|---|---|---|---|---|---|
| Manufacturer | BESTON | BESTON | BESTON | BESTON | BESTON |
| Time to Market | 2025 | 2025 | 2013 | 2013 | 2022 |
| Motor Brand | Chinese brand | Chinese brand | Chinese brand | Chinese brand | ABB Explosion-proof |
| Suitable Raw Materials | Waste plastics; Tires; Oil sludge | Waste plastics; Tires; Oil sludge | Oil sludge; Landing oil sludge; Drilling waste; Tank bottom oil sludge | Whole tire<120cm; Tire blocks<15cm; Oil soil with liquid content<30% | Waste plastics; Tires; Oil sludge |
| Input Capacity (Max.) | Waste plastic pellets: 0.8-1.05t/h Rubber powder: 1.25-1.5t/h Oil sludge:1.8-2.3t/h | Waste plastic pellets: 12-13t/d Tire: 18-20t/d Oil sludge: 20-25t/d | 16-18t/batch | Whole tire <120cm or Tire blocks<15cm: 10-12t/batch Sidewall removed tire: 15-16t/batch Oil soil: 16-18t/batch | Waste plastic bales: 8-10t/batch Whole tire <120cm or Tire blocks<15cm: 10-12t/batch Sidewall removed tire: 15-16t/batch Oil sludge: 16-18t/batch |
| Working Method | Fully Continuous | Batch | Batch | Batch | Batch |
| Final Oil Quality | Pyrolysis oil Pyrolysis oil with wax or naphtha | Pyrolysis oil, Non-standard diesel and naphtha | Pyrolysis oil | Pyrolysis oil | Pyrolysis oil Pyrolysis oil with wax or naphtha |
| Reactor Material | 304/310S Stainless steel | Q345R Boiler steel and 304/316L/310S Stainless steel | 304 Stainless steel | Q345R Boiler steel | 304 Stainless steel |
| Reactor Life Span (Years) | 5-8 | Q345R Boiler steel 2-3 304/316L Stainless steel 5-8 310S Stainless steel 8-10 | 5-8 | 2-3 | 5-8 |
| Guarantee (Months) | 12 | 12 | 12 | 12 | 12 |
| Delivery Time (Calendar Days) | 60-90 | 60 | 60 | 45 | 90 |
| Land Space Required (L*W*H*m) | 70*20*10 | 40*13*8 | 33*13*8 | 33*13*8 | 33*26*8 |
| Packing | 20*6*3m in bulk+13*40HQ | 1*40FR+4*40HQ | 1*40FR+8*40HQ | 1*40FR+3*40HQ | 1*40FR+8*40HQ |
| Installation Period (Calendar Days) | 60-90 | 45 | 45 | 45 | 60 |
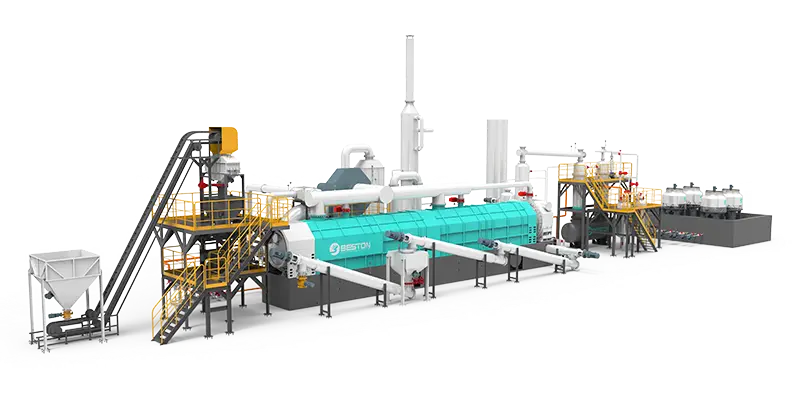
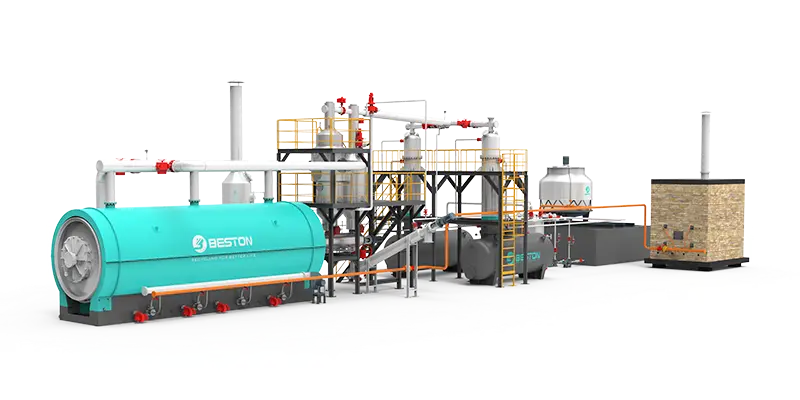
Key Innovations of BLJ-20 & BLL-30 Oil Sludge Pyrolysis Plant
Model BLJ-20
Model BLL-30

One-step Multi-oil Collection
With advanced fraction distillation technology, naphtha with a boiling point below 200°C is directed to the light oil tank. Non-standard diesel above 200°C is sent to the heavy oil tank.
50% Higher Capacity
BLJ-20 oil sludge pyrolysis plant adopts a ø2800*10000 large-scale main furnace, daily oil sludge input rises from 15–16 tons to 20–25 tons, achieving a 50% growth in throughput.
No Oil Gas Leaks & Open Flame
Thermo-dynamic sealing and flexible high-temperature insulation ensure system safety, prevent leakage, and reduce thermal hazard risks. This ensures the safety of on-site operators.

30 Days Non-stop Operation
With efficient oil-gas anti-condensation technology, the BLL-30 enables 30 days of uninterrupted operation, ensuring stable performance while processing up to 12,000 tons of oil sludge annually.
Cut Fuel Use by 55%, Emissions by 50%
By adopting hot flue gas recirculation and air preheating technology, 80% of the hot gas heats the reactor, while 20% aids combustion—cutting fuel use by 55% and emissions by 50%.
Precise Auto-Temp Control (±10°C)
With main furnace multi-media automatic temperature control technology, it automatically matches the appropriate temperature according to different fuels, with an error of no more than 10 ℃.
Sources and Hazards of Oil Sludge
In various stages of oil exploration, production, storage and transportation, and refining, large quantities of oily sludge are produced each year. The oil sludge contains 5% to 50% petroleum and pollutants such as polycyclic aromatic hydrocarbons and heavy metals. This makes it toxic and flammable. It significantly pollutes the air, soil, and water resources, posing severe threats to the ecological environment and human health. There exist considerable challenges to its disposal.
| Source | Category | Water Content (%) | Oil Content (%) | Solid Content (%) |
|---|---|---|---|---|
| Drilling Operation | Oil-based Cuttings | 8-15 | 15-25 | 60-80 |
| Opeartional Sludge | 40-50 | 10-20 | 30-40 | |
| Landed Sludge | 5-25 | 5-10 | 70-90 | |
| Crude Oil Transportation | Landed Sludge | 5-25 | 5-10 | 70-90 |
| Tankbottom Sludge | 40-70 | 20-40 | 5-40 | |
| Crude Oil Refining | Grease Trap Bottom Mud | 60-70 | 10-15 | 25-35 |
| Floatation Pond Scum | 75-90 | 5-10 | 3-10 | |
| Activated Sludge | 75-85 | <5 | 10-20 |
What Regions Need Oil Sludge Disposal Solution?
For countries rich in petroleum resources, the petroleum industry typically serves as a cornerstone of domestic economies. However, extensive oil extraction inevitably results in large amounts of oil sludge that require treatment. Therefore, establishing projects for oil sludge management in leading oil-producing nations (like the United States, Russia, Saudi Arabia, Canada, and Iraq) could be promising investments.

Pyrolysis Vs. Other Oil Sludge Disposal Methods
Oil sludge disposal is complex due to its diverse components and numerous types, posing technical challenges. Currently, there are various oil sludge recycling techniques, each with advantages and disadvantages. Among these, oil sludge pyrolysis plant is considered a superior method due to its comprehensive benefits.
| Technology/Project | Treatment Technology and Crude Oil Recovery | Secondary Pollutants | Technology Maturity | Facility Investment | Energy Consumption | Synthesis Score |
|---|---|---|---|---|---|---|
| Solvent Extraction | Thorough oil recovery | Solvent wetting | Complex, not mature, high | General | Suitable for deep oil recovery | |
| Thermal Chemical Washing | Incomplete oil recovery | Residual contaminated oil mud | Simple, mature | Low | General | |
| Biological Method | Long treatment cycle, poor treatment effect for cycloalkanes and aromatics | Secondary pollution risk | Complex, not mature | General | Low | |
| Incineration | All organic matter is treated, but crude oil cannot be recovered | Small amount of ash, generation of toxic and harmful gases | Complex | High | Unlimited scale | |
| Pyrolysis | All opportunities can be treated, and crude oil can be effectively recovered | Small amount of ash | Technically mature | Moderate | Moderate |
2 Oil Sludge Pyrolysis Technical Solutions to Choose
Beston Group has developed 2 pyrolysis technical solutions to meet different oil sludge treatment requirements. Welcome contact us to consult oil sludge pyrolysis equipment.

Common Pyrolysis
- Conditions: High-temperature, low-oxygen pyrolysis
- Applicable Materials: oil sludge with a high oil content
- Benefits: Maximize oil recovery; achieve harmless disposal and volume reduction of oil sludge.
Catalytic Pyrolysis
- Conditions: High-temperature, low-oxygen pyrolysis + Catalytic Tower + Catalyst
- Applicable Materials: oil sludge with high wax content
- Benefits: Prevent wax buildup in pipelines, reducing safety risks during production; facilitate the harmless disposal and reduction of waste.
Oil Sludge Pyrolysis Project – Customer Practices









Oil Sludge Pyrolysis Process – Reduction & Resourcing & Harmless Disposal
01 Feeding
Input oil sludge into pyrolysis reactor. Select the appropriate transportation mode according to the liquid content of oil sludge.
- below 40% – belt conveyor
- between 40% – 60% – shaftless screw conveyors
- above 75% – oil sludge pumps.
02 Pyrolysis
Pyrolysis reactor always maintains a low-oxygen and sealed environment. With the combustion chamber heating the reactor, the temperature rises. At 200-450℃, oil gas will come out. Due to the absence of air, the process effectively eliminates the generation of dioxins, and NOx, and produces almost no H2S or SO2.
03 Oil Gas Condensation
- Heavy particles in the oil gas will be liquefied into heavy oil and then dropped into the heavy oil tank.
- Light particles in the gas will rise and be liquefied into light oil in the vertical condenser and then also be reserved in the oil tank.
- The combustible gas will be desulfurated and cleaned in hydroseal and then come into the combustor as fuel.
04 Slag Collection
In this process, oil sludge pyrolysis plant cool the solid slag produced from pyrolysis through water-cooling heat exchange and then automatically collects it.
05 Flue Gas Treatment
Treatment Results Analysis of Oil Sludge Pyrolysis Machine
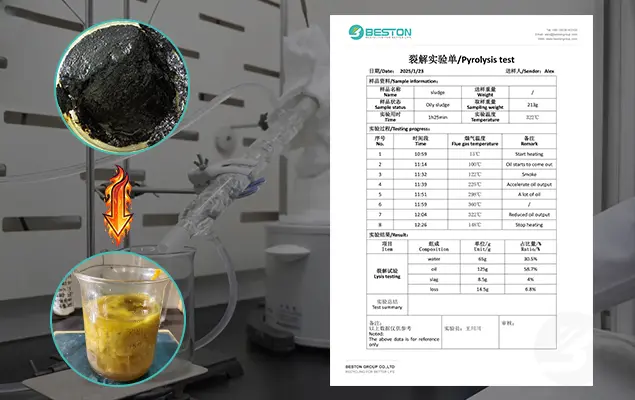
01 Test Report of Pyrolysed Tank Bottom Sludge
Test Process: Heating a 213g oil sludge sample to 322°C.
Test Time: 1h 25min
Test Result:
| Composition | Unit/g | Ratio/% |
|---|---|---|
| Oil | 125g | 58.7% |
| Slag | 8.5g | 4.00% |
| Water | 65g | 30.5% |
Conclusion: Oil sludge pyrolysis plant helps produce heavy oil and stabilize oil sludge.
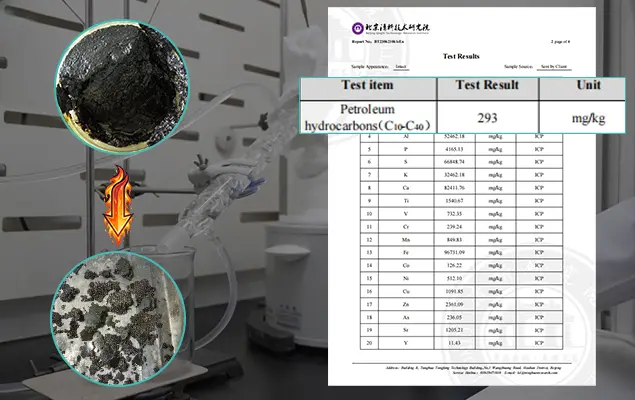
02 Test Report of Residues from Oil Sludge Pyrolysis
Different countries have different standards for the disposal of oil sludge pyrolysis residues. Moreover, oil sludge pyrolysis residues used in different industries’ landfill disposal (e.g. agricultural land, building land) can also make standards different. Therefore, this report is for simple reference only.
Test Analysis:
- Typical EPA TPH screening range (C10–C40): 96–440 mg/kg
- TPH in oil sludge after Beston’s pyrolysis treatment: 293 mg/kg. This is within the national standard range.
Conclusion: After pyrolysis treatment, the total petroleum hydrocarbon (TPH) content of the oil sludge is significantly reduced, falling within the commonly referenced EPA risk-based Regional Screening Levels (RSLs) used for soil evaluation.
Profit Source Analysis of Oil Sludge Pyrolysis Plant

Charging for Hazardous Waste Disposal
Disposal fees depend on waste volume, type, and local environmental regulations. For example, a waste management company in Nigeria charges $200 per ton for processing oil sludge with pyrolysis technology. In the long term, this can fully cover the oil sludge pyrolysis plant cost.

Subsidies from Petroleum Departments
Due to the high hazard and severe pollution caused by oil sludge, petroleum departments typically provide economic subsidies for pyrolysis treatment of oil sludge. The amount of subsidy depends on local policies.

Profit from Regenerated Oil
Fuel sales units or refineries may have interest in the fuel oil produced from pyrolysis of oil sludge. This can generate significant economic benefits.

Profit from Sand Sales
The sand produced from oil sludge pyrolysis machine can be used in landfills, sold to brick factories for brick production, or sold to oil companies as an anti-collapse agent for oil wells.
Technical Advantages of Beston Oil Sludge Pyrolysis Plant for Sale
Continuous Operation Technology
- Design continuous pyrolysis feeding and discharging system.
- Utilize PLC control to promptly adjust operational deviation.
- Integrate IOT for real-time monitoring and feedback.
Triple Anti-coking Technology
- Reuse hot flue gas to reduce the temperature difference inside and outside the reactor to prevent coking.
- Adopt catalysts to prevent materials from coking.
- Use mesh belt friction to achieve physical de-coking.
Nitrogen Replacement Technology
- Introduce nitrogen with a purity of over 95% to displace the air before ignition and slag discharge.
- Maintain a low-oxygen environment in the reactor to prevent flash explosions.
- Ensure safe and stable operation of the oil sludge pyrolysis plant.
Precise Temperature Control Technology
- Utilize a high-temperature induced draft fan to channel 400-450°C waste gases from the reactor into burner, where they are mixed uniformly with 1000-1300°C hot air provided by burner.
- Achieve precise temperature control in the reactor by employing precise airflow ratios.
- Achieve residual heat recycling, saving 20-30% of energy consumption.
Economic Feasibility Report of Oil Sludge Pyrolysis

Market Data
- Global oil consumption exceeds 90 million barrels per day.
- Annual oil sludge production exceeds 10 million tons.
- 5 million hectares of soil are contaminated by oil.
- Over 1 billion tons of oil sludge have accumulated, with 70% remaining untreated.
Competitive Landscape
- The number of companies in the oil sludge treatment sector is increasing, but the market remains fragmented.
- M&A activity in the oil sludge pyrolysis plant market is low.
- Overall competition is low, leaving ample growth potential in the oil sludge disposal industry.
Favorable Factors
- Rising oil production activities: Rising global energy demand has boosted oil processing volumes, leading to increased oil sludge output and a more urgent need for disposal solutions.
- Resource utilization consideration: The valuable petroleum components within sludge offer significant recycling potential, allowing for both environmental protection and economic gain through extraction.
- Policies and regulations: Stringent global environmental regulations, paired with government subsidies for waste treatment, are accelerating the development and commercial application of recycling technologies.
Investment Recommendations
- Conduct in-depth research: Investors should prioritize analyzing market entry barriers and technological evolution, focusing on companies with strong patent portfolios and high recovery efficiency.
- Adopt long-term strategies: Given the capital-intensive nature and steady growth of the environmental sector, a long-term investment horizon is recommended to capture the full value of the recycling chain.
- Foster strategic partnerships: It is advisable to explore collaborative models, such as technical integrations, to better navigate complex regulatory landscapes.
2 Leading Ecological Benefits of Oil Sludge Pyrolysis

Soil Contamination Remediation
Oil sludge pyrolysis plant helps remove harmful oil-based substances from contaminated soil. The high temperatures during the pyrolysis process can break down hazardous components in the oil sludge, such as heavy metals and volatile organic compounds, thereby reducing their persistent pollution in the soil. This contributes to the remediation of contaminated soil.
Mitigate Water Pollution
Oil sludge contains large amounts of oil and toxic substances, and direct discharge can lead to water pollution. Oil sludge pyrolysis effectively treats the sludge, reducing the risk of water contamination at the source and protecting the quality of groundwater and surface water.

Compliant and Certified Oil Sludge Pyrolysis Plant for Safe Operations
Environmental and safety compliance are the top priorities in oil sludge treatment. Our pyrolysis technology is fully certified to meet rigorous manufacturing and emissions control protocols, providing investors with a secure, government-approved waste-to-energy solution.


Full-Cycle Project Support: Maximizing Value for Oil Sludge Treatment
Beston Group delivers a comprehensive service framework that goes far beyond equipment manufacturing. Based on site data and project goals, continuous technical and operational service is provided at every stage—from initial planning to long-term production.

Customized Design & Technical Evaluation
Before production begins, Beston’s engineering team conducts thorough feasibility analyses based on specific oil sludge characteristics. The client receives customized 3D layouts, process flow diagrams (PFD), and technical configurations to ensure the plant seamlessly fits local infrastructure.
Precision Manufacturing & Quality Control
Our manufacturing base builds every oil sludge pyrolysis plant to strict industrial standards. Throughout this phase, investors receive transparent progress reports, ensuring absolute quality control and full regulatory compliance well before the final shipment.
Professional Installation & Commissioning Guidance
To guarantee a seamless transition to operation, Beston Group provides expert engineering guidance for on-site setup. Technicians oversee piping, electrical integration, and initial test runs, calibrating the system to achieve optimal heating efficiency and maximum oil yield from day one.
Operator Training & Comprehensive Technical Support
Beston Group provides structured training programs for local crews, covering safety protocols and routine maintenance to ensure proper system operation. Additionally, the equipment comes with a standard one-year warranty.
FAQ of Oil Sludge Pyrolysis Plant
01Can oil sludge pyrolysis machine handle used engine oil?
02What is the oil yield from oil sludge pyrolysis?
03Does the pyrolyzed sand/soil meet local environmental disposal standards?
04What environmental certificates does your plant have?
Beston Group: Your Premier Partner for Oil Sludge Pyrolysis
Beston Group stands out as the top choice for companies seeking oil sludge recycling/treatment solutions. Our oil sludge pyrolysis plant effectively reduces pollution from oil sludge, achieving the goals of “reduction, resource recovery, and harmless treatment”. Given the environmental and market value, this holds a promising future. So far, Beston Group is one of the minorities that uses pyrolysis technology maturely and safely in the waste recycling industry. If this has aroused your interest, please leave messages on our website or social media (Facebook/LinkedIn/YouTube/Pinterest) now.

