Biochar pyrolysis equipment provides an innovative solution for EBC standard biochar production. The equipment combines high efficiency, eco-friendliness and product consistency. As global attention to carbon emissions and resource reuse continues to increase, biochar pyrolysis machine can not only bring considerable economic returns to companies. The solution can also find the best balance between sustainability and profitability while promoting sustainable development goals.



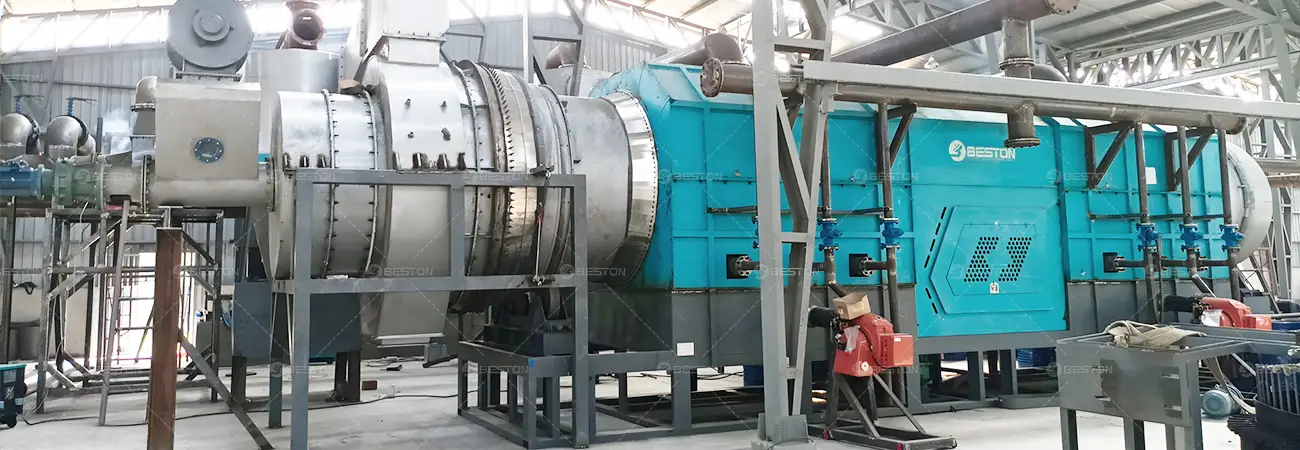
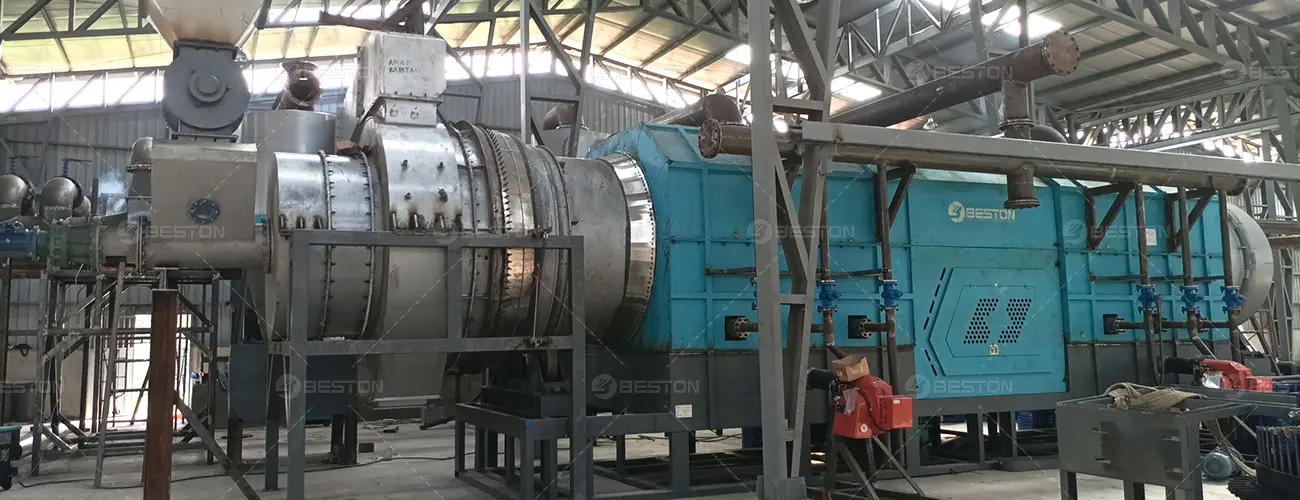
Carbon Removal Success Case: Biochar Pyrolysis Equipment in Operation
Olive Wood Biochar Carbon Removal Project in Spain
Euthenia Energy is expanding into the biochar carbon removal field. Its parent company, Euthenia Capital, brings over 25 years of experience in carbon management, renewable energy, and waste treatment. Through a strategic collaboration with Beston Group, the company has launched a landmark biochar pyrolysis project.
Project Information
- Project Start Date: Since Jan 2023
- Project Operation Date: Since Mar 2024
- Annual Output: 6,000 tons of biochar
- CO₂ Sequestration Potential: ~12,000 tons/year
- Application: Biochar-based carbon removal and carbon credit generation
Project Status
- Installed, commissioned, and in stable operation
- On-site inspections can be arranged
- During the November 2025 European Biochar CDR Conference, this project site was visited by many experts as a practical demonstration case. Its real-world operational experience provides a reference for commercial and industrial-scale CDR applications.




Almond Shell Biochar Carbon Removal Project in North America
In 2025, Beston Group successfully partnered with a North American customer to implement a biochar carbon removal project. The core technology of this project is the highly efficient BST-50 biochar pyrolysis machine. It converts waste almond shells into biochar, achieving carbon sequestration and resource recovery. This project not only supports increasingly urgent carbon emission reduction goals, but also promotes local sustainable agricultural development.
Project Information
- Project Start Date: November 2024
- Acceptance Date: August 2025
- Raw Material: almond shells
- Biochar Application: achieving carbon sequestration while obtaining carbon credits
Project Achievements
- Carbon Removal Project Phases: passed Technical assessment of carbon removal crediting platform.
- Expected Biochar Production: 6,000 tons/year
- Expected Carbon Sequestration: 12,000 tons/year
- Social Welfare: Creates jobs for local community.




Parameter Table of Biochar Pyrolysis Equipment for Sale

Model BST-50
- BST-50S technology vetted by puro.earth
- 6,000 tons biochar production annually
- 7200H/Y stable&safe operation
- 4 Configuration options

Model BST-06
- 8000H/Y stable&safe operation
- Low-cost carbon removal process verification
- Small-scale test machine
- 2 Configuration options
| Model | BST-50 Standard | BST-50S LM | BST-50S HM | BST-50S MAX | BST-06 Standard | BST-06MAX |
|---|---|---|---|---|---|---|
| Time to Market | 2015 | 2022 | 2022 | 2022 | 2025 | 2025 |
| Operating Mode | Continuous | Continuous | Continuous | Continuous | Continuous | Continuous |
| Application | Commercial Scale | Commercial Scale | Commercial Scale | Commercial Scale | Testing | Testing |
| Dust Removal System | Standard | Advanced | Advanced | Advanced | Standard | Advanced |
| Feeding Capacity | 10-15m³/h | 10-15m³/h | 10-15m³/h | 10-15m³/h | 100-300KG/H | 100-300KG/H |
| Biochar Discharge Temperature | 45℃ | 45℃ | 45℃ | 45℃ | 45℃ | 45℃ |
| Puro.earth Authentication Model | × | √ | √ | √ | × | |
| Isometric Pre-Approved Model | √ | √ | √ | √ | × | |
| Maximum Pyrolysis temperature | 650℃ | 650℃ | 650℃ | 700℃ | 650℃ | |
| Service Life | 5-8 years | 5-8 years | 5-8 years | 8-10 years | 5-8 years | |
| Annual Operating Time | 7200 hours | 7200 hours | 7200 hours | 7200 hours | 8000 hours | |
| Land Space Required (L*W*H*m) | 35m×15m×8m | 65m×15m×8m | 65m×15m×8m | 65m×15m×8m | 25m*18m*6m | |
| Total Power (KW) | 201.25kW | 453.35kW | 505.35kW | 505.35kW | 129.79 | 162.79 |
| Cooling Method | Recycling cooling Water | Industrial chiller | Industrial chiller | Industrial chiller | Recycling cooling Water | Industrial chiller |
| Installation Period (Calendar Days) | 50 | 70 | 70 | 70 | 45 | 50 |
Puro.earth & Isometric Double Endorsement: BST-50S Biochar Pyrolysis Machine
Beston BST-50S biochar pyrolysis equipment has successfully passed Puro.earth’s Technical Vetting and received Pre-approval from Isometric. These double endorsements verify that our technology aligns with global carbon removal standards. What’s more, it provides a solid technical foundation for project developers to access the international CDR market. This “Technical Pre-approval” offers 3 decisive benefits for biochar suppliers:
Efficient Market Entry
- Streamlined Process: With pre-vetted technology, biochar CDR developers can bypass repetitive reactor validation. It significantly shortens registration and filing timelines on the platforms.
- Faster Issuance: Verification and validation (V&V) process at technology levels has been streamlined. This ensures the first carbon credits (CORCs/Credits) can be issued and traded more quickly.
Standard Compliance
- Environmental Excellence: The technology complies with stringent international requirements, such as low emissions, waste streamlining, and complete combustion. This ensures operational compliance.
- Digital Monitoring: BST-50S is compatible with advanced dMRV protocols. This not only eliminates the risks associated with manual data entry, but also ensures carbon assets are authentic and transparent.
Investment Security
- Reduced Validation Risk: Pre-approval confirms the technical reliability. This eliminates the need for expensive additional infrastructure investment to prove the project’s feasibility.
- Lower Auditing Fees: It reduces the complexity for Third-Party Validation & Verification Bodies (VVBs), significantly cutting down expenses for on-site audits and technical assessments.
Core Values Created by BST-50S Biochar Pyrolysis Equipment

7,200H/Y Continuous Operation
During biochar pyrolysis process, tar, wood vinegar, and biochar particles can easily cause blockages, interrupting continuous operation. To overcome these issues, BST-50S integrates 2 core safeguards:
- No Tar and Wood Vinegar Precipitation
Pipeline insulation and temperature-control components keep system consistently heated, preventing tar and wood vinegar from condensing. - No Dust Accumulation and Blockage
Specialized cleaning devices regularly remove biochar debris and dust that would otherwise adhere to deposits and form stubborn blockages.
6,000T/Y Biochar Production
Stable high output depends on both large feed capacity and precise thermal control. The equipment ensures reliable biochar yield through the following design strengths:
- Dual-Cylinder Structure for Large Feed Capacity
Inner cylinder dries biomass, while outer cylinder completes pyrolysis. It enables multi-stage carbonization, with throughput exceeding 10 m³/h. - High-Temperature Pyrolysis for Premium Biochar
Temperature control maintains precise thermal conditions for pyrolysis of biomass. This guarantees stable H/C ratios and low PAHs, producing consistent, high-quality biochar.
Integrate dMRV System to Drive Biochar Carbon Removal Project
What Is LCA?
Life Cycle Assessment (LCA) is a scientific quantitative analysis method that systematically analyzes the resource consumption and environmental impact of a product or service throughout its entire lifecycle (from raw material acquisition, manufacturing, transportation, use to final disposal/recycling).
What Is dMRV?
dMRV (Data Management, Reporting, and Verification) is a digital monitoring system that utilizes technologies such as the Internet of Things (IoT), satellite remote sensing, artificial intelligence (AI), and blockchain. It transforms the traditional, manual process of calculating greenhouse gas emission reductions into a fully digital and automated system.
dMRV system provides all the operational data for the biochar project, while LCA uses this data to evaluate the environmental impacts, thus determining the project’s net carbon removal effect and its lifecycle carbon footprint.
- 1Feedstock Sourcing StagedMRV records actual feedstock quantities, sources, transportation distances, and energy consumption.
- 2Biochar Pyrolysis Production StagedMRV monitors actual pyrolysis temperature, residence time, output volumes, carbon content, and energy use.
- 3Biochar Quality Testing StagedMRV digitally records laboratory test results, tracks fixed carbon content, H/Corg ratio, etc.
- 4Biochar Transportation StagedMRV tracks actual transport routes, transported volumes, and fuel consumption.
- 5Biochar Application Stage dMRV tracks the location of application sites, application quantities, and application scenarios (e.g., soil, construction materials, etc.).
- 6Carbon Removal Calculation StageGenerates an LCA report based on full-lifecycle dMRV data. The certification platform verifies carbon removal effects and issues carbon credits accordingly.
Raw Materials for Biochar Pyrolysis Equipment

Forest / Landscaping Management
- Common Types: Waste branches, waste trunks
- Acquisition: Forest harvesting/maintenance, municipal landscaping
- Characteristics: Variable size, high moisture content, dispersed distribution

Wood Processing
- Common Types: Waste wood chips, sawdust, furniture scraps
- Acquisition: Sawmills, board production, furniture manufacturing waste
- Characteristics: Consistent material, good flowability, easy to centrally process

Agricultural Planting
- Common Types: Rice husks, straw, EFB (Empty Fruit Bunch)
- Acquisition: Farms, plantations
- Characteristics: High ash content, moderate flowability, large seasonal output

Food Processing
- Common Types: Coconut shells, almond shells, olive shells, PKS
- Acquisition: Food processing factories, edible oil processing by-products
- Characteristics: High density, hard, low moisture, good flowability
Operation Stages of Pyrolysis Machine for Biochar
01 Feeding Stage
The biomass size of the feed is no larger than 20mm, the moisture content is no higher than 15%, and it has good fluidity. This avoids feed blockage caused by material sticking or agglomeration. You can ensure that the waste meets the feed conditions through drying, crushing and screening systems. Beston Group provides the corresponding equipment.
02 Pyrolysis of Biochar Stage
- Preheating: The burner quickly brings the rotating reactor to optimal pyrolysis temperatures, ensuring a fast start-up.
- Further Drying: The inner barrel removes moisture. It prevents energy loss and optimizing the material for the next phase.
- Deep Carbonization: In the outer barrel, biomass undergoes thermal decomposition under oxygen-deficient conditions. Finally, biochar is formed.
03 Combustible Gas Reuse Stage
- Gas Generation: Inside biochar reactor, the organic components in the material will decompose and produce combustible gases (such as carbon monoxide, methane, etc.). These gases enter the dust removal device to remove solid particles and impurities.
- Fuel Recovery: The combustible gas after dust removal enters the combustion system through the pipeline. It serves as fuel to further provide the heat energy required in the biochar pyrolysis equipment.
- Excess Gas Treatment: Excess combustible gas enters the exhaust combustion chamber and is directly burned. Or you can use a special device to collect it.
04 Biochar Collection Stage
The biochar is usually discharged from biochar pyrolysis reactor by a screw conveyor. Too high a temperature of the biochar can lead to a reduction in quality or the risk of spontaneous combustion. Therefore, the screw conveyor is water-cooled. In addition, this prevents the biochar from coming into contact with hot flue gases, thus ensuring the purity of the biochar.
05 Gas Treatment Stage
The waste flue gas that no longer participates from pyrolysis of biochar will be cooled and dust-removed. The waste gas undergoes a series of treatments: heat exchanger → bag filter → desulfurization tower → activated carbon dust collector. The treated waste flue gas is discharged through the chimney. This not only meets environmental protection standards, but also reduces the impact on air quality.
Material Changes of Biomass During Biochar Pyrolysis Process
In the pyrolysis equipment for biochar, organic materials in biomass like lignin, cellulose, and hemicellulose undergo significant changes as they break down into different volatile compounds and finally form biochar. Generally, biomass rich in lignin, such as coconut shells and wood, produces more biochar during pyrolysis.

Stage I: Volatile Release (200℃~350℃)
Component Evolution:
- Cellulose/Hemicellulose: Decompose rapidly at 200°C ~ 350°C, releasing volatile gases like CO₂, CO, CH₄, and organic acids.
- Lignin: Begins to decompose around 300℃, releasing CO₂, CH₄, phenols, alcohols, and esters.
Property Formation
- Porous Structure: Volatile release causes breakdown of fiber bundles, forming nano-sized channels. It increases surface area, enhances adsorption capacity, and reduce material density.
- Functional Groups: Carboxyl (-COOH) and hydroxyl (-OH) groups form on the surface. It increases surface reactivity and enhances cation exchange capacity (CEC), while imparting mild alkalinity.
Stage Ⅱ: Biochar Formation (350℃~500+℃)
Component Evolution
- Cellulose/Hemicellulose: Gradually decomposes completely and integrates into the solid carbon structure.
- Lignin: Decomposes more slowly and undergoes deep carbonization, forming stable carbon ring structures through aromatic reactions.
Property Formation
- Aromatic Structure: Carbon atoms form stable six-membered ring chains. It gives biochar biochemical stability against microbial degradation and limit heat transfer.
- High Fixed Carbon Content: Hydrogen and oxygen are completely removed, resulting in a high concentration of carbon, which exhibits excellent reducibility and high calorific value.
High-Value Applications Biochar in Various Fields
Soil Amendment
Construction Materials
Metallurgical Carbon Substitute
Feed Additive

Adsorption
High specific surface area
Cation exchange capacity
Biochar supports soil improvement and agricultural cultivation.
Application Value:
- Improve soil structure and water retention capacity
- Enhance nutrient retention and utilization efficiency
- Regulate soil microecology and enhance ecosystem stability
Carbon Contribution:
- Enable long-term stable carbon sequestration in soil
- Reduce N₂O emissions from soil nitrogen cycling
- Lower indirect carbon emissions associated with fertilizer use

Lightweight
Thermal insulation
Structural stability
Biochar is applied in cement-based and asphalt material systems.
Application Value:
- Reduce material density and structural weight
- Improve thermal insulation and heat stability
- Enhance rutting resistance and durability
Carbon Contribution:
- Enable long-term carbon storage within materials
- Reduce embodied carbon by replacing cement and petroleum-based materials

Reducing ability
Energy supply
High carbon content
Biochar is applied in blast furnace and electric furnace processes.
Application Value:
- Substitute for pulverized coal or partial coke input
- Act as a reducing agent in metal ore reduction
- Enable carbon adjustment in electric furnace processes
Carbon Contribution:
- Reduce fossil carbon consumption and direct emissions (Scope 1)
- Support low-carbon transition in the metallurgical industry

Adsorption
High surface activity
Mild alkalinity
Biochar is applied in livestock feeding systems.
Application Value:
- Improve feed digestibility and nutrient conversion efficiency
- Optimize gut microecology and metabolic balance
- Reduce digestive stress and farming risks
Carbon Contribution:
- Reduce methane emissions from enteric fermentation
- Lower lifecycle carbon footprint of animal products
How Beston Biochar Pyrolysis Equipment Ensures Operation Efficiency?

Reasonable Raw Material Properties
- Dryness & Moisture: Maintaining the appropriate dryness and moisture of the raw materials improves the efficiency of the biochar pyrolysis machine.
- Single Material: In addition, each run processes a single material. This avoids the mixing of different raw materials that affects the reaction effect.
- Raw Material Test: You can conduct experimental tests in advance to evaluate the pyrolysis characteristics of different raw materials.
Accurate Parameter Control
- PLC Control System: The PLC system can accurately control the pyrolysis process. The system ensures that key parameters such as temperature and wind speed are always kept in the optimal range.
- Variable Frequency Fan: In addition, the application of variable frequency fans makes airflow and temperature control more flexible, improving the uniformity and thermal efficiency of the biochar pyrolysis equipment.
Durable Main Furnace Material
The pyrolysis process involves high temperature and chemical reactions. You can choose high temperature and corrosion resistant main furnace materials, such as SS304, SS316L, and SS310S. This ensures the service life of the furnace body under long-term high temperature operation. This also reduces the frequency of maintenance and replacement of the biomass carbonization machine.
Waste Heat Recovery & Utilization
- Pipe Heating: The reaction produces high-temperature waste flue gas, pyrolysis machine for biochar will recover the waste heat in the flue gas and apply it. First, the recovered heat helps insulate pipes, minimizing heat loss and preventing energy waste.
- Dryer Heating: Moreover, it heats the drying furnace, eliminating the need for additional heat sources. This reduces energy consumption and heat pollution, improving the overall energy efficiency of the production.
Beston Biochar Pyrolysis Solutions: Success Cases Worldwide
Beston biochar pyrolysis machine has been successfully used around the world. We have gained high recognition from global customers. Beston Group provides professional integrated services such as plan formulation, equipment manufacturing, equipment installation, and operation team training. Thus, we are able to provide tailor-made solutions for every project. Below are some success stories from different countries and regions, showing how our equipment has brought significant benefits to customers around the world.








Beston Group Provides Full-Cycle Support for Your Biochar Projects

Phase 1: Project Validation
- Material Pyrolysis Lab-Test: Our pilot plant laboratory conducts precise tests on your biomass to predict biochar yield and carbon removal potential.
- Investment Risk Assessment: Data-driven reporting confirms the feasibility of the selected technology path and identifies potential operational risks.
Phase 2: Solution Design
- Customized Process Layout: We design the entire flow from pretreatment to emission control with optimized 3D site layouts.
- Global Compliance Support: We provide essential technical data and emission parameters to help you secure local permits and registry approvals.
Phase 3: Manufacturing
- High-Standard Production: Our own factory utilizes precision machining to ensure reactor durability under extreme high-temperature conditions.
- Premium Component Integration: Every system features world-class parts (e.g., Siemens PLC) and undergoes rigorous pressure and non-destructive testing before shipment.
Phase 4: On-site Delivery
- On-site Installation Supervision: Our senior engineers oversee foundation work and assembly to ensure the project transitions perfectly from blueprint to reality.
- Operational Team Empowerment: We provide comprehensive SOPs and maintenance coaching, enabling your local team to manage the plant independently and safely.
Join Us in Advancing Sustainable Biochar Pyrolysis Solutions
Beston Group is committed to providing customers with efficient and sustainable equipment. Through continuous innovation and optimization, we help customers around the world achieve a win-win situation in revenue and environmental benefits. If you are interested in our products and solutions, we look forward to exploring more green and environmentally friendly business opportunities with you. Beston Group looks forward to working with you to promote a sustainable future. Welcome to follow our LinkedIn page for more industry trends, technology updates and success cases.