As environmental regulations tighten, Thermal Desorption (TD) has become the “Gold Standard” for transforming hazardous oil sludge into valuable resources. However, achieving peak efficiency is a complex engineering challenge. The success of a thermal desorption project depends on a delicate interplay of several critical factors, ranging from the chemical nature of contaminants to the physical behavior of the sludge during heating.
1. Contaminant Characteristics
The chemical nature of the pollutants within the sludge serves as the primary blueprint for the entire system design.

1.1 Volatility and Boiling Point Distribution
The most fundamental factor is the boiling point range of the hydrocarbons. Oil sludge often contains a broad spectrum of alkanes and aromatics, from light C10 fractions to heavy C40 waxes and asphaltenes.
- Low-Temperature Thermal Desorption (LTTD): Operating at temperatures up to 350°C, optimized for volatile fuels and light oils.
- High-Temperature Thermal Desorption (HTTD): Operating at temperatures up to 600°C, required for heavy crudes, PAHs, and long-chain hydrocarbons.
1.2 Chemical Stability and Halogen Content
The presence of chlorinated organic compounds (such as PCBs) introduces significant complexity. During oil sludge pyrolysis treatment, these compounds can undergo partial decomposition, potentially forming acidic gases like hydrogen chloride. This necessitates specialized materials for the reactor and a robust air pollution control system, typically involving caustic scrubbers to neutralize the acid gas before atmospheric discharge.
1.3 Initial Concentration and Cleanup Targets
The difference between the initial oil content (often 10–50%) and the target cleanup level (often <1% or <0.3%) determines the required residence time. Higher concentrations also put a massive load on the condensation and oil-water separation systems. If the vapor recovery unit is undersized, it can become a bottleneck, forcing the entire plant to operate at a lower throughput.
2. Feed Material Properties
While the contaminants define the chemistry, the physical state of the sludge defines the engineering challenge.
2.1 Particle Size and Bulk Density
- Particle size distribution: Larger clods prevent heat from reaching the core. Normalization through blending or crushing is essential for predictable operation.
- Bulk density: Higher density increases thermal inertia but can hinder the escape of vapors, leading to localized pressure issues.
2.2 Permeability and Plasticity
- Permeability: High permeability allows vaporized oil to exit the sludge matrix easily. If permeability is too low, vapors are trapped, leading to secondary coking.
- Plasticity and rheology: Oil sludge enters a “sticky phase” during heating. Without mechanical intervention, this leads to coking and insulation of the reactor walls.
2.3 Moisture and Heat Content
- Moisture content optimization: Ideally between 10% and 20%. High moisture acts as an “energy sink,” while too little moisture causes dust entrainment.
- Heat content: Some units must accommodate the energy released by the waste itself to prevent uncontrolled temperature spikes.
2.4 Alkali Salt and Metal Concentrations
- Alkali salt content: These salts cause slagging or fusing of the residue, creating glass-like solids that jam reactors and afterburners.
- Metals concentrations: Dictates whether the treated solids meet backfill regulations or require further stabilization due to leaching risks.
3. Strategic Pre-treatment: Preparing the Feedstock for Thermal Success
Understanding that oily sludge is rarely a uniform material, strategic pre-treatment is the critical bridge between raw waste and a stable thermal process. By modifying the physical and chemical state of the feedstock before it enters the reactor, operators can significantly lower OPEX and prevent mechanical downtime.
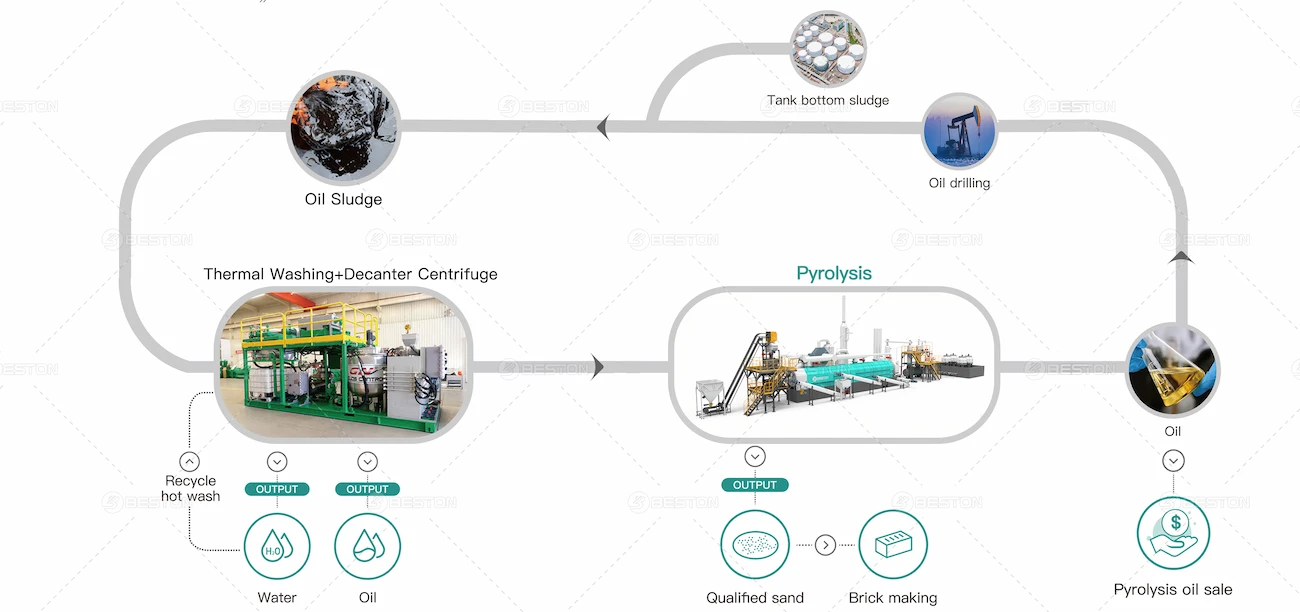
3.1 Mechanical Dewatering and Phase Separation
Moisture is the primary “energy thief” in thermal operations. Using decanter centrifuges or high-pressure filter presses to reduce water content from 80% to the optimal 10–20% range can cut energy consumption by over 50%.
- Free oil recovery: Pre-separation harvests surface hydrocarbons mechanically, reducing the total thermal load on the reactor.
- Energy efficiency: Removing bulk water before the heating phase prevents the waste of latent heat, allowing the system to focus energy on hydrocarbon desorption.
3.2 Normalization through Blending and Homogenization
To mitigate in-situ non-homogeneity, operators utilize blending pits to create a “normalized” feedstock. This process stabilizes the chemical and physical fluctuations of the sludge.
- Consistency control: Mixing “sticky” high-plasticity sludge with dry, sandy cuttings prevents sudden spikes in Alkali Salt and Halogen concentrations.
- Operational predictability: A homogenized feed ensures a predictable thermal gradient and a steady Residence Time, which are vital for meeting strict cleanup standards.
4. Resource Recovery: Turning Hazardous Liability into Marketable Assets
The ultimate goal of thermal desorption is the transition from waste management to resource management. By precisely controlling the operational parameters, the process yields high-value secondary products.

4.1 High-Quality Recovered Oil
In an indirect heating environment, the absence of oxygen and the controlled temperature prevent the over-cracking of hydrocarbons. This results in a recovered oil that retains much of its original carbon chain integrity. Depending on the feedstock, this oil can be reused as:
- Heavy fuel for industrial boilers
- Sold to refineries as valuable naphtha and non-standard diesel
4.2 Valorization of Solid Residues
Once the hydrocarbons are stripped away, the remaining mineral solids are often sterile and non-hazardous. In the spirit of the Circular Economy, these solids can be repurposed as:
- Construction aggregates: For brick-making or cement additives.
- Road base material: Utilizing the high mineral content for infrastructure projects.
- Safe backfilling: Returning the cleaned soil to the site.

5. Beston Group’s Ex-situ and Indirect Thermal Desorption Solutions
Beston Group has engineered its ex-situ and indirect thermal desorption technology to address the multi-variable challenges of contaminated soil and oil sludge treatment. Our systems are specifically designed to bridge the gap between complex material properties and high-efficiency recovery.

5.1 Technical Mastery over Coking and Slagging
To address the high plasticity and alkali salt content of oil sludge, Beston thermal desorption unit features a proprietary self-cleaning system. This design can continuously sweep the reactor walls, preventing the formation of an insulating coke layer or the fusion of slag. This ensures a consistently high heat transfer coefficient and minimizes maintenance-related downtime.
5.2 Advanced Emission and Energy Management
Beston’s indirect design isolates combustion gas from oil vapor, drastically reducing tail gas volume and making air pollution control both smaller and more effective. Furthermore, the recycling of non-condensable gases back into the burner system provides a sustainable energy source, directly offsetting the costs associated with high-moisture feedstocks.
6. Conclusion
Successful oil sludge treatment requires a precise balance between complex material properties—like plasticity, permeability, and slagging risk—and specialized engineering. By combining strategic pre-treatment with Beston Group’s advanced ex-situ and indirect thermal desorption, operators can effectively overcome these technical hurdles. This integrated approach transforms hazardous liabilities into profitable resources, harmonizing environmental compliance with sustainable economic growth.