Source Attribution & Disclaimer: The technical metrics in this article are objectively compiled and adapted from the global report “Feedstock Quality Guidelines for Pyrolysis of Plastic Waste” published by the Alliance to End Plastic Waste (AEPW) and Eunomia Research & Consulting (August 2022). This article is intended solely as a non-commercial technical reference and industry knowledge-sharing resource for global partners in the chemical recycling sector, and shall not be used for any commercial resale or profit-making purposes. Readers are highly encouraged to visit the official AEPW Report Page or the website of Eunomia Report Page to access the full text of the original report.

1. Why Develop this Pyrolysis Feedstock Guideline?
1.1 Global Context: Rise of Chemical Recycling
Stakeholder groups ranging from packaging manufacturers to government agencies are interested in the potential of advanced recycling to add new dimensions to plastic waste recycling, particularly with expectations that the technologies will complement mechanical recycling. Among various chemical recycling pathways, pyrolysis plays a leading role in build a closed-loop plastic circular system. Through thermal depolymerisation, waste plastics are converted into naphtha, which can then re-enter plastic production chains.
1.2 Core Challenge: Lack of Uniform Feedstock Standards
Rapid expansion of the pyrolysis sector has laid bare a fundamental industry challenge: the long-standing absence of unified quality specifications for feedstock.
- For waste sorting operators: Sorting facilities are accustomed to feedstock specifications for mechanical plastic recycling. They lack clear guidance on preparing qualified mixed plastic feedstock for pyrolysis plants.
- For pyrolysis equipment suppliers and plant operators: Uncertain feedstock composition can cause undesirable effects including lowered process yield, reduced output quality, and wear on equipment, which all add cost burdens.
1.3 Objective of the Guideline
To address these issues, AEPW and Eunomia jointly developed this report. The purpose of this study is to help to provide clarity around the input feedstock requirements for pyrolysis and to propose a model feedstock specification that can be used as a starting point for discussions between pyrolysis operators and material suppliers.

2. Pyrolysis Feedstock Specification
| Main Composition | Minimum Threshold/Contamination Limit | Potential Impact and Process Limitation Explanation |
|---|---|---|
| PE and PP Content | ≥ 85% | Polyethylene (PE) and polypropylene (PP) are the principal desired feedstock of pyrolysis operators. Lower portions of combined PE and PP content in feedstock generally mean higher presence of heteroatoms5 such as oxygen and nitrogen. A high heteroatom content might lead to lower yield and/or the need for post-process hydrotreating to meet the offtake specifications which has economic implications on the process. |
| PVC / PVDC Content | ≤ 1% | Polyvinyl chloride (PVC) and polyvinylidene chloride (PVDC) films introduce chlorine atoms into the pyrolysis process, which can cause corrosion to equipment and persist into the finished hydrocarbon product as heteroatoms. Pyrolysis operators have limited cost-effective means of removing PVC/PVDC or circumventing the challenges it poses. |
| PET / EVOH / Nylon Content | ≤ 5% | Polyethylene terephthalate (PET), ethylene vinyl alcohol (EVOH), and nylon are problematic contaminants because they contain molecules that include oxygen and more complex hydrogen-carbon structures. The presence of oxygen atoms in the feedstock results in oxygenated products, which reduces yield and negatively impact the quality of pyrolysis oil. Some more complex hydrogen-carbon structures, such as nylon and PET do not break down as easily as those of PE and PP, and some by-products of their decomposition will act as impurities in the finished product. |
| PS Content | ≤ 7% | Polystyrene (PS) is generally not viewed as a prohibitive contaminant. Nonetheless, individual operator tolerances for PS may vary significantly. Some operators expressed very loose thresholds for maximum PS content, while others indicated tighter thresholds that still may be within the expected range for PS occurrence in mixed plastic feedstock streams. |
| Metal / Glass / Dirt / Fines Content | ≤ 7% | This family of contaminants is problematic for two reasons. First, these materials tend to be abrasive and can significantly damage equipment. Second, they are relatively heavy, which increases cost burden to pyrolysis operators—since input feedstock is typically purchased on a per-unit-weight basis. |
| Paper / Organics Content | ≤ 10% | Paper and other organic materials containing oxygen and more complex molecule structures which may reduce the quality of the end product. This may increase post-treatment requirements and cost such as hydroprocessing. Operators indicated a fairly broad range of thresholds for these materials, with some operators expressing a relatively relaxed limit. These thresholds may be correlated with pre-sorting technologies. |
| Maximum Water Content | ≤ 7% | Water absorbs reaction heat and increases energy consumption. Although it can be removed through pretreatment drying, excessive moisture increases investment and operating costs. |
| Maximum Total Ash Content | ≤ 15% | Provided that individual impurity components do not exceed their respective limits, the combined total ash content shall not exceed 15%. |
3. Drivers that Determine the Feedstock Specification
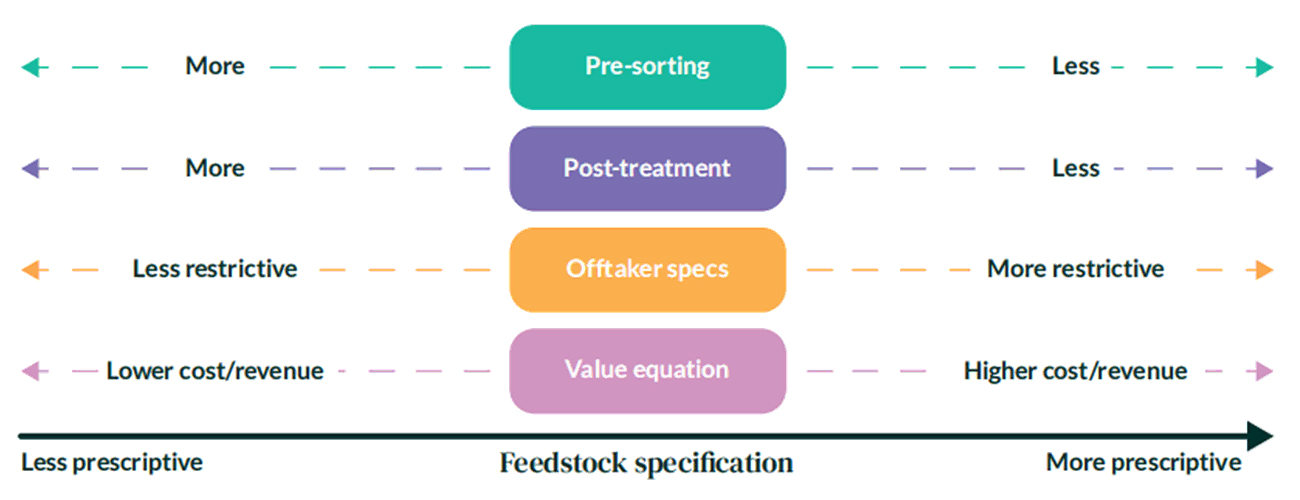
Image Source: Alliance to End Plastic Waste (AEPW) & Eunomia. Adapted from “Feedstock Quality Guidelines for Pyrolysis of Plastic Waste” (Figure 2.2).
Front-End Pre-Sorting Capability
- More Pre-sorting → Less Prescriptive Feedstock Standards: Plastic pyrolysis plants equipped with robust sorting system (e.g., optical sorters, magnetic separators) can accept lower-grade, highly mixed plastic waste, since the sorting system filters out PVC, PET, and other unsuitable materials.
- Less Pre-sorting → More Prescriptive Feedstock Standards: If lacking robust sorting lines, pyrolysis plant operators must purchase expensive clean plastic waste to avoid reactor damage and compromised oil quality
Back-End Post-Treatment Configuration
- More Post-treatment → Less Prescriptive Feedstock Standards: With advanced refining system (catalytic, de-chlorination, distillation), pyrolysis plant operatiors has a much higher tolerance of contaminants (like chlorine and silicon) in the raw plastic. Since impurities in oil can be refined out later.
- Less Post-treatment → More Prescriptive Feedstock Standards: With basic or simplified purification, there’s little room for error. Feedstock impurities must be tightly controlled upfront to ensure the output oil meets basic market standards.
Downstream Offtaker Specifications
- Less Restrictive Offtaker Specs → Less Prescriptive Feedstock Standards: If your downstream buyer (offtaker) only requires low-grade pyrolysis oil for industrial heating, marine fuel, or basic blending, your feedstock input requirements can be significantly relaxed.
- More Restrictive Offtaker Specs → More Prescriptive Feedstock Standards: If your goal is to sell premium pyrolysis oil to petrochemical giants (like Dow, BASF, or Shell) for circular plastics (steam crackers), their chemical-grade specifications are extremely tight. To meet their standard, your input plastics must be virtually free of PVC, halogen, and metals.
Value Equation & Cost-Revenue Model
- Lower Cost/Revenue → Less Prescriptive Feedstock Standards: In regions with low processing costs, high gate fees (tipping fees), or where the revenue model leans heavily on government waste treatment subsidies rather than oil sales, the plant can tolerate a wider, less-prescriptive range of low-quality waste.
- Higher Cost/Revenue → More Prescriptive Feedstock Standards: When high-purity pyrolysis oil commands a massive premium (high revenue), or when operational and purification costs are extremely high, it becomes highly profitable to use precise, high-quality feedstock specifications to maximize high-value oil yield and minimize equipment downtime.
Concluding Remarks
The pyrolysis of waste plastics (advanced recycling) is a rigorous science where “Input Dictates Output.” By understanding this international feedstock quality guide, global customers can, when conducting project feasibility studies and equipment procurement, more scientifically align local waste plastic composition and economics to customize the most efficient, stable, and commercially profitable pyrolysis solution.